

为高质量完成太平岭核电一期主回路管道、波动管、CRDM施工任务,在太平岭核电基地联合党委的统筹协调下,中核二三太平岭项目部积极响应,周密部署,大胆创新,主回路管道与波动管焊接均采用窄间隙机械化TIG焊技术,CRDM焊接采用自动化焊接技术。特别是波动管焊接,是全部焊口采用窄间隙机械化TIG焊技术的项目,也是首次采用新工艺、新技术并取得底片一次RT合格率100%的项目,实现了中核二三在华龙项目的重大突破。
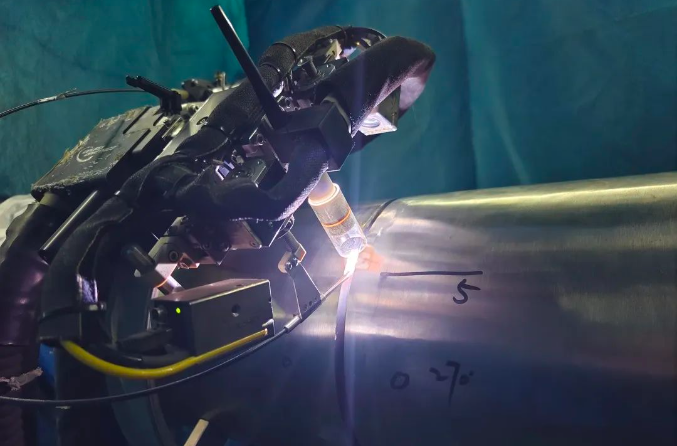
波动管焊接
在主回路管道和波动管安装焊接施工中,实现首次全部自主计算主回路管道、波动管坡口加工数据。在主回路管道施工期间,基于三维设计软件的数据模拟计算方法,利用相关数据进行三维建模,使加工后的坡口能与待焊坡口有效组对,保证了最终坡口加工数据的准确,确保管段另一端坡口处于理论坐标位置。
通过规划施工逻辑、分段控制、焊接过程调整和坡口加工纠正补偿等控制措施,确保波动管每一节管段均处于可控状态,保证坡口加工结果符合预设值,助力波动管安装焊接高效高质量完成。最终,太平岭核电一期两台机组波动管焊接RT一次合格率均为100%。

CRDM焊接
CRDM焊接均采用自动化焊接技术,每台机组共计六十余道焊缝。为保证CRDM焊接能够一次性合格,针对CRDM卡线、焊缝凹陷经验反馈进行专项管控。最终顺利通过焊后PT、水压后PT、VT检查,CRDM焊接全部一次合格。在保证CRDM焊接质量的同时,1号机组提前5天完成施工任务,2号机组提前8天完成施工任务,CRDM焊接施工取得了“零缺陷、零异常、零返修”的优异成绩。
通过自主开发出一种主回路管道、波动管坡口加工切割量的计算方法,并形成一套标准化、可复制、可推广的计算模型,大幅度缩短工期,确保施工质量得到有效控制,填补了中核二三在此领域的技术空白,也为后续核电主回路管道、波动管的坡口加工提供宝贵经验。
免责声明:本网转载自合作媒体、机构或其他网站的信息,登载此文出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。本网所有信息仅供参考,不做交易和服务的根据。本网内容如有侵权或其它问题请及时告之,本网将及时修改或删除。凡以任何方式登录本网站或直接、间接使用本网站资料者,视为自愿接受本网站声明的约束。


